



Why Marine Pump Shaft Seal Reliability Matters
The integrity of a marine pump shaft seal directly dictates the operational readiness of a vessel. Serving as the primary barrier between moving mechanical components and the fluid being pumped, these seals prevent catastrophic internal flooding, environmental contamination, and systemic mechanical failures. For ship maintenance teams, managing the lifecycle of a marine pump shaft seal requires a rigorous understanding of fluid dynamics, material science, and stringent maritime regulations.
A compromised seal does not merely result in a localized puddle; it initiates a cascade of operational inefficiencies. Maintaining robust sealing mechanisms is paramount for securing vessel class certifications and ensuring that the ship’s vital fluid transfer systems operate continuously under harsh, dynamic marine conditions.
Leakage, downtime, and compliance risks
The consequences of seal failure extend far beyond minor housekeeping issues in the engine room. Under MARPOL Annex I regulations, vessels are strictly prohibited from discharging bilge water with an oil content exceeding 15 parts per million (ppm). A failing seal on a fuel transfer or lubricating oil pump can quickly overwhelm the oily water separator (OWS), triggering alarms, forcing system shutdowns, and exposing the vessel to severe port state control detentions and financial penalties.
Furthermore, unplanned downtime carries a steep financial burden. For commercial cargo vessels and tankers, operational delays caused by unexpected pump repairs can incur costs ranging from $10,000 to over $50,000 per day. Ensuring seal reliability mitigates the risk of these sudden operational halts, preserving both the vessel’s charter schedule and its regulatory standing.
Critical shipboard pump applications
Shipboard operations rely on a network of highly specialized pumps, each presenting unique sealing challenges. Main engine cooling water pumps operate continuously, circulating thousands of cubic meters of seawater daily, requiring seals that can withstand high salinity and biological fouling. Boiler feed pumps demand seals capable of enduring extreme thermal shocks and handling high-purity water at elevated pressures.
Ballast pumps, which routinely manage flow rates between 2,000 and 5,000 cubic meters per hour, expose seals to abrasive sediments and fluctuating head pressures. Cargo pumps on chemical or oil tankers face perhaps the most severe duty cycles, necessitating highly engineered, chemically inert seals that prevent volatile organic compounds (VOCs) from escaping into the pump room.
Marine Pump Shaft Seal Basics
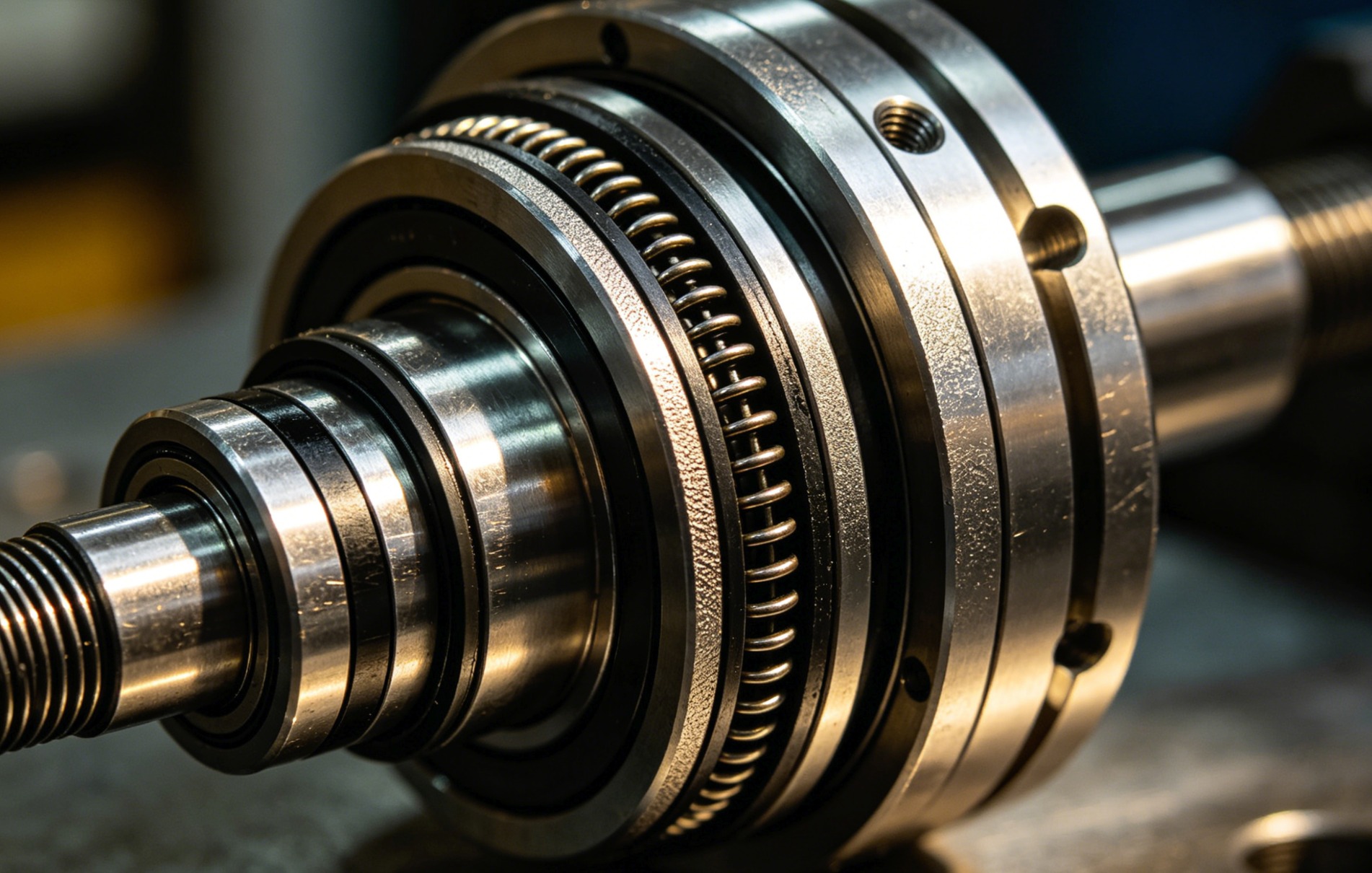
At its core, a marine pump shaft seal functions by maintaining a microscopic fluid film between two highly polished seal faces—one stationary and one rotating with the shaft. This fluid film, typically measuring between 1 and 3 microns in thickness, acts as both a lubricant and a coolant, preventing the faces from destroying each other through dry friction.
Understanding the fundamental mechanics and variations of these seals allows maintenance personnel to diagnose performance anomalies and specify the correct replacement components for demanding marine environments.
Common seal types and configurations
Marine environments utilize several distinct seal configurations, largely dictated by the fluid handled and the pump’s architecture. Component seals require manual setting of spring tension and exact positioning on the shaft, making them highly dependent on the skill of the installer. Cartridge seals, conversely, arrive pre-assembled on a sleeve, effectively eliminating installation measurement errors and protecting delicate faces from contamination during handling.
Split seals are increasingly prevalent on large, difficult-to-dismantle equipment. By allowing the seal to be installed in halves around the shaft, maintenance teams can bypass the labor-intensive process of decoupling the pump and motor.
| Seal Configuration | Typical Application | Max Pressure (Bar) | Relative Installation Time |
|---|---|---|---|
| Component Single | General Water Pumps | 15 | High |
| Cartridge Double | Hazardous/Toxic Fluids | 25+ | Low |
| Split Seal | Large Cooling Water Pumps | 10 | Very Low |
Key operating and fluid factors
The efficacy of a mechanical seal is heavily influenced by the properties of the pumped fluid. Viscosity, lubricity, and vapor pressure dictate how well the crucial fluid film is maintained between the seal faces. Fluids with high vapor pressures, such as light hydrocarbons, risk flashing into gas at the seal face if the temperature rises, destroying the lubricating film and causing immediate dry-running failure.
Particulate matter presents another significant challenge. Seawater and ballast systems often carry sand, silt, and marine organisms. If particulate sizes exceed the 1-to-3 micron thickness of the fluid film, they can penetrate the seal gap, causing severe abrasive grooving on the faces and leading to premature leakage.
How to Evaluate Seal Options
Evaluating and selecting the appropriate marine pump shaft seal requires matching the seal’s performance envelope to the specific demands of the pumping system. Maintenance engineers must move beyond simply ordering like-for-like replacements and instead analyze whether the current seal architecture is truly optimized for the pump’s duty cycle.
A rigorous evaluation process looks at dimensional tolerances, material compatibilities, and strict adherence to international maritime standards.
Technical comparison criteria
Technical evaluation begins with the mechanical realities of the pump. Shaft speed (measured in RPM) and shaft diameter dictate the peripheral speed at the seal faces, which in turn determines the amount of frictional heat generated. High-speed applications often necessitate stationary spring designs to prevent the springs from distorting under centrifugal forces.
Shaft runout and deflection tolerances are equally critical. Most standard mechanical seals require radial shaft runout to be kept below 0.05 mm (0.002 inches). If worn bearings or a bent shaft cause deflection exceeding this threshold, the seal faces will separate, allowing particulate ingress and fluid leakage. Evaluating the integration of API 682 flush plans is also necessary to ensure adequate cooling and lubrication are delivered directly to the seal chamber.
Materials, temperature, and pressure limits
Material selection dictates the seal’s thermal and chemical boundaries. Elastomers (O-rings and bellows) are often the weakest link. Standard Nitrile (NBR) is sufficient for general water service up to 90°C, but high-temperature boiler feed applications require Fluoroelastomers (FKM/Viton) rated to 200°C, or Perfluoroelastomers (FFKM/Kalrez) capable of withstanding up to 320°C.
Seal face materials must be paired to manage friction and wear. Hard-on-hard combinations, such as Silicon Carbide against Silicon Carbide, offer exceptional abrasion resistance for sandy seawater but are unforgiving of poor lubrication.
| Face Material Combination | Friction Coefficient | Thermal Conductivity | Primary Use Case |
|---|---|---|---|
| Carbon vs. Ceramic | Low | Low | Low-pressure freshwater |
| Silicon Carbide vs. SiC | Moderate | Very High | Abrasive fluids, high pressure |
| Tungsten Carbide vs. SiC | Moderate | High | High torque, viscous crude |
OEM, regulatory, and class requirements
Marine equipment operates under the strict oversight of classification societies such as DNV, ABS, and Lloyd’s Register. When evaluating seal options, especially for critical systems like main propulsion cooling or fire mains, the selected seals must carry the appropriate type approvals.
Using non-approved, aftermarket seals on critical safety or environmental systems can void insurance policies and result in failed class inspections. Maintenance teams must ensure that any upgraded seal meets the International Association of Classification Societies (IACS) unified requirements for materials and hydrostatic pressure testing.
How to Improve Seal Service Life
Maximizing the Mean Time Between Failures (MTBF) for a marine pump shaft seal relies heavily on the precision of the installation and the proactive monitoring of the pump’s operating conditions. Even the highest-grade cartridge seal will fail prematurely if subjected to severe misalignment or chronic dry running.
Transitioning from a reactive replacement mindset to a predictive maintenance strategy ensures that seals reach their maximum intended lifespan, thereby reducing emergency interventions at sea.
Installation and operating best practices
The foundation of seal longevity is established before the pump is ever turned on. During installation, the concentricity of the stuffing box must be verified with a dial indicator; deviation should not exceed 0.05 mm. Gland bolts must be tightened using a calibrated torque wrench in a crisscross pattern to prevent uneven compression, which can warp the stationary face.
Operationally, the primary rule is to never run the pump dry. Venting the seal chamber completely before startup is mandatory. Trapped air pockets prevent the fluid from reaching the seal faces, leading to rapid thermal expansion and catastrophic face shattering within seconds of rotation.
Wear patterns and troubleshooting
Analyzing a failed seal provides vital clues about the pump’s operating environment. Radial cracking on a ceramic or silicon carbide face, known as heat checking, indicates that the seal experienced a severe loss of lubrication and rapid cooling. Blistering on carbon faces typically points to high-viscosity fluids tearing at the material structure.
A temperature spike of just 20°C above the fluid’s boiling point inside the stuffing box can cause localized flashing. By monitoring flush line temperatures and inspecting the wear track—which should be a uniform 360-degree polished band—engineers can troubleshoot whether the failure was caused by misalignment, over-pressurization, or poor fluid circulation.
Spares, inventory, and vendor support
Maintaining an optimized inventory of spare seals is critical for swift voyage repairs, but these components require specific storage conditions. Elastomeric components degrade over time; for instance, NBR O-rings have a practical shelf life of roughly 5 years, while high-grade FKM can last up to 10 years if kept in dark, climate-controlled environments.
Seals should never be hung on pegs, as this distorts the elastomers and faces. Vendor support plays a crucial role here; establishing agreements with OEMs for rapid dispatch of critical cartridge seals or utilizing vendor-managed inventory programs can drastically reduce the volume of capital tied up in onboard spares while ensuring parts are factory-fresh when needed.
How to Choose the Right Seal Strategy
Developing a comprehensive seal strategy requires balancing the upfront costs of advanced sealing technologies against the long-term savings in labor, inventory, and downtime. For fleet managers and chief engineers, the goal is to streamline maintenance protocols without compromising the reliability of application-specific pumps.
An effective strategy evaluates the Total Cost of Ownership (TCO) over the vessel’s lifecycle, factoring in procurement logistics and routine maintenance schedules.
Standardization vs application-specific selection
One of the most effective strategies for reducing complexity is fleet-wide standardization. By upgrading legacy component seals to a standardized cartridge seal format across 80% of a vessel’s general water and low-pressure fluid pumps, maintenance teams can significantly reduce the number of unique SKUs held in the ship’s stores.
However, standardization has its limits. Highly specialized equipment, such as cryogenic LNG cargo pumps or high-pressure hydraulic pumps, requires application-specific selections. Forcing a standard seal into an extreme duty cycle will result in premature failure. The strategy must clearly delineate between utility pumps suitable for standardization and critical pumps that demand bespoke engineering.
Procurement, maintenance intervals, and total cost
When evaluating procurement, looking solely at the initial purchase price is a flawed methodology. For example, a high-quality split seal might cost 30% to 50% more upfront than a standard component seal. However, on a massive vertical cooling water pump, installing that split seal saves an estimated 8 to 12 hours of heavy rigging and labor because the electric motor does not need to be removed.
Aligning seal replacement intervals with major dry-docking schedules or planned main engine overhauls optimizes workforce utilization. By calculating the TCO—including the purchase price, installation labor, predicted MTBF, and the cost of potential downtime—ship maintenance teams can justify investments in superior seal technologies that ultimately yield a more reliable and profitable vessel.
Key Takeaways
- The most important conclusions and rationale for Marine Pump Shaft Seal
- Specs, compliance, and risk checks worth validating before you commit
- Practical next steps and caveats readers can apply immediately
Frequently Asked Questions
What should buyers compare first when sourcing Marine Pump Shaft Seal?
Start with airflow/spec range, compliance requirements, installation constraints, and after-sales spare-part policy. These four factors usually determine total risk and margin quality.
How can readers control landed cost for Marine Pump Shaft Seal?
Break down unit FOB, packaging volume, container utilization, duty/tax, and expected return rate. A simple landed-cost model by SKU tier helps avoid margin surprises.
Which certifications are commonly required for Marine Pump Shaft Seal in key markets?
Requirements vary by destination market; verify applicable electrical/safety and material compliance standards before PO confirmation, and keep lab reports tied to exact SKU versions.
How should distributors set MOQ and inventory targets for Marine Pump Shaft Seal?
Use channel demand split and lead time to set tiered MOQ. Keep fast-moving SKUs deeper in stock while limiting long-tail variants with slower turns and higher holding costs.
What is a practical quality-control checklist for Marine Pump Shaft Seal orders?
Define AQL, critical defect list, function tests, and packaging drop checks. Run pre-shipment inspection and keep a traceable defect feedback loop with the factory.

Post time: Jun-17-2026