



Introduction
Controlling fugitive emissions has become a critical design issue for plants handling VOCs and hazardous process fluids, especially around pumps and compressors where leakage is most common. Metal bellows seals address this problem by replacing failure-prone dynamic components with a welded, flexible sealing element that performs reliably under heat, pressure, and chemically aggressive service. This article explains how that design helps cut leak rates, support compliance with tighter emissions standards, and improve equipment reliability at the same time. It also sets out where metal bellows seals fit best, why they often outperform conventional mechanical seals, and what engineers should consider when evaluating them for emission reduction strategies.
How Metal Bellows Seals Reduce Industrial Emissions
Industrial process facilities face intensifying scrutiny regarding their environmental footprint, with regulatory frameworks mandating stringent controls on volatile organic compounds (VOCs) and hazardous air pollutants (HAPs). Rotating equipment, specifically centrifugal pumps and compressors, historically accounts for up to 60% of fugitive emissions within chemical and petrochemical plants. Addressing these leakage points is a primary engineering directive for compliance and operational efficiency.
Advanced sealing technologies are the most effective intervention point for reducing equipment-level emissions. Among these technologies, metal bellows seals offer a highly engineered solution designed to eliminate the inherent vulnerabilities of traditional sealing mechanisms. By fundamentally altering the dynamic sealing interface, this technology provides a robust barrier against fugitive emissions, even in volatile, high-temperature fluid applications.
Why fugitive emissions control matters
Fugitive emissions represent a substantial environmental and financial liability for industrial operators. Regulatory standards, such as the EPA’s Method 21 and the API 682 mechanical seal standard, have systematically lowered permissible leak rates. While historical thresholds allowed for leaks up to 10,000 parts per million by volume (ppmv), modern mandates frequently restrict VOC emissions to below 500 ppmv, with localized regulations pushing towards sub-100 ppmv limits.
Failing to maintain these strict thresholds results in severe financial penalties, mandatory and costly Leak Detection and Repair (LDAR) program escalations, and the direct economic loss of process fluids. Furthermore, uncontained hazardous emissions pose severe occupational safety risks and degrade surrounding infrastructure through accelerated corrosion. Consequently, upgrading to zero- or low-emission sealing technology is no longer an optional reliability enhancement, but a baseline compliance requirement.
How bellows seals reduce leakage paths
Conventional mechanical seals rely on dynamic secondary sealing elements—typically elastomeric O-rings—that must slide along the pump shaft to compensate for seal face wear and thermal expansion. This dynamic movement creates a primary vulnerability: as the elastomer hardens or the shaft surface degrades, microscopic leakage paths form, allowing VOCs to escape into the atmosphere.
Metal bellows seals eliminate this dynamic secondary leakage path entirely. The bellows core acts as both the spring mechanism and the secondary seal, statically sealing against the shaft or sleeve while flexing to accommodate face movement. Because the bellows assembly is hermetically sealed and requires no sliding elastomer, the primary conduit for fugitive emissions is eradicated. This static secondary sealing interface ensures that the only potential leakage point is across the highly polished primary seal faces, which can be managed via advanced face topographies and barrier fluid systems.
What Metal Bellows Seals Are and Where They Excel
Metal bellows seals represent a specialized class of non-pusher mechanical seals engineered for environments where standard elastomeric components fail. They are uniquely capable of maintaining seal integrity across extreme operational spectrums, routinely handling fluid temperatures ranging from cryogenic lows of -75°C to thermal extremes exceeding 400°C without the degradation associated with polymer-based secondary seals.
By integrating the secondary sealing function and the mechanical loading mechanism into a single, all-metal component, these seals provide a highly stable and predictable sealing environment. This consolidation of parts not only reduces the potential for assembly errors but also mitigates the risk of chemical incompatibility that frequently plagues multi-component pusher seals.
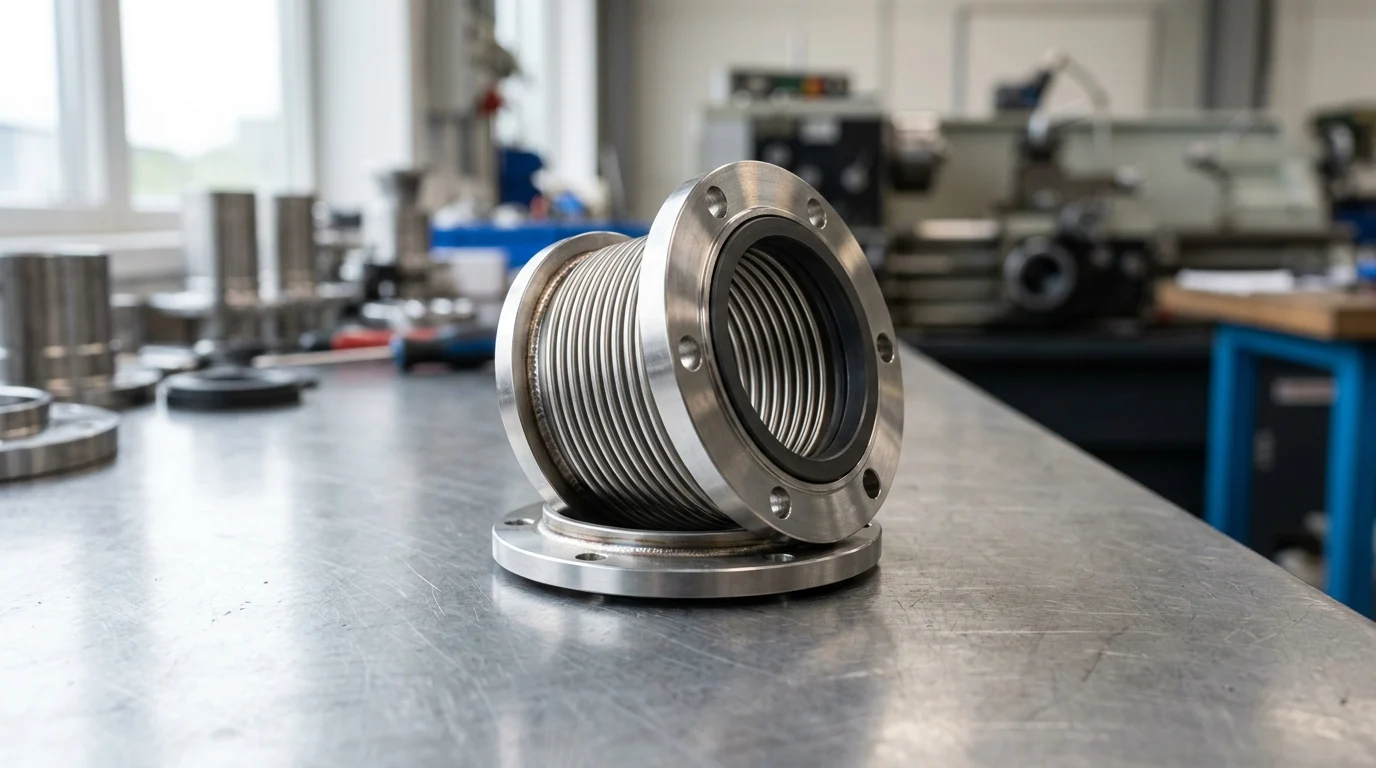
How welded and formed bellows seals are built
The manufacturing process dictates the performance limits and mechanical characteristics of the bellows. The two primary construction methodologies are edge-welding and hydroforming. Edge-welded bellows are constructed by stamping precision diaphragms from thin alloy sheets—typically ranging from 0.10 mm to 0.25 mm in thickness—and welding them at the inner and outer diameters to form a convoluted core. This method allows for maximum stroke length, excellent flexibility, and optimal stress distribution across the weld seams.
Formed bellows, conversely, are manufactured by hydraulically pressing a thin-walled metal tube into a corrugated profile. While formed bellows are generally more economical to produce and feature no weld seams, they exhibit higher spring rates and limited axial travel compared to their edge-welded counterparts. For high-performance industrial applications where precise face loading and maximum flexibility are required to prevent emissions, edge-welded bellows remain the industry standard.
How they differ from conventional mechanical seals
The fundamental distinction between metal bellows and conventional pusher mechanical seals lies in how the secondary seal accommodates shaft dynamics. Pusher seals use a spring-loaded dynamic O-ring that must physically push along the shaft. This sliding action inevitably leads to shaft fretting—a localized wear phenomenon that grooves the shaft, creating permanent leakage channels and necessitating expensive shaft replacements.
Non-pusher metal bellows seals remain completely stationary relative to the shaft sleeve, utilizing the elastic deformation of the metal convolutions to maintain face contact. This eliminates shaft fretting entirely and removes the risk of seal “hang-up,” a condition where debris or polymerized fluids cause a dynamic O-ring to stick, forcing the primary seal faces apart and causing catastrophic leakage.
| Feature | Conventional Pusher Seals | Metal Bellows Seals |
|---|---|---|
| Secondary Seal Type | Dynamic Elastomer (O-ring) | Static Metal Core |
| Temperature Limit | ~200°C (Elastomer dependent) | >400°C (Alloy dependent) |
| Susceptibility to Hang-up | High (in crystallizing/viscous fluids) | Negligible |
| Shaft Fretting Risk | High | Eliminated |
| Emissions Profile | Moderate to High over time | Consistently Low |
Key Design Factors for Seal Performance
Optimizing metal bellows seals requires a rigorous analysis of the specific process environment. Because the bellows core acts as both a structural and a dynamic component, its design must carefully balance flexibility for face tracking against the mechanical strength required to withstand system pressures. Standard single-ply edge-welded bellows typically operate reliably up to 20 to 25 bar, while specialized multi-ply configurations are engineered to withstand pressures exceeding 60 bar.
The interplay between metallurgical properties, face material tribology, and operational dynamics dictates the ultimate reliability and emissions containment capability of the seal assembly.
How pressure, temperature, media, and shaft movement affect selection
The mechanical behavior of the bellows core is highly dependent on system pressure and temperature. High pressures can induce bellows instability or “squirm,” necessitating thicker materials or multi-ply designs, which inversely increases the spring rate and reduces axial flexibility. Engineers must calculate the optimal convolution profile to maintain a consistent closing force on the seal faces without exceeding the fatigue limits of the metal.
Media characteristics and shaft movement also play critical roles. Viscous or crystallizing fluids can pack into the bellows convolutions, restricting movement. In such cases, wide-pitch convolution designs are specified to facilitate self-cleaning. Furthermore, excessive axial shaft movement or radial runout can subject the bellows to cyclical bending stresses, accelerating metal fatigue if the stroke exceeds the engineered tolerances of the specific bellows design.
Which materials and face combinations improve reliability
Metallurgical selection dictates the operational boundaries and corrosion resistance of the seal. Standard bellows are often constructed from AM350 stainless steel, offering a baseline balance of strength and weldability. For aggressive chemical environments or elevated temperatures, high-nickel alloys such as Alloy C-276 or Alloy 718 are specified to prevent stress corrosion cracking and maintain tensile strength at high thermal loads.
Primary seal face materials are equally critical for minimizing emissions. Hard-on-hard face combinations, such as Silicon Carbide (SiC) rotating against Tungsten Carbide (WC), provide exceptional wear resistance in abrasive applications. However, for fluids with poor lubricity, a Silicon Carbide face running against a blister-resistant Carbon Graphite stationary face provides a lower coefficient of friction, reducing heat generation and preventing localized fluid vaporization that could breach the emissions barrier.
| Material / Component | Max Operating Temp | Corrosion Resistance | Typical Application |
|---|---|---|---|
| AM350 (Bellows) | 315°C | Moderate | General hydrocarbons, moderate chemicals |
| Alloy C-276 (Bellows) | 425°C | Excellent | Sour gas, aggressive acids, high-temp fluids |
| Alloy 718 (Bellows) | 425°C+ | Very Good | High-pressure, high-temp refinery services |
| SiC vs. Carbon (Faces) | 260°C (Carbon limit) | Excellent | Low-lubricity fluids, light hydrocarbons |
| SiC vs. SiC (Faces) | >400°C | Excellent | Abrasive slurries, highly corrosive media |
How lifecycle cost and leakage performance compare
While edge-welded metal bellows command a higher initial capital expenditure compared to standard elastomeric pusher seals, their lifecycle leakage performance is vastly superior in demanding applications. Pusher seals in high-temperature services often suffer from elastomer degradation, leading to progressive emissions increases and requiring replacement every 12 to 18 months.
In contrast, a properly specified metal bellows seal operating within its design parameters can extend the Mean Time Between Failures (MTBF) to 36 to 60 months. This extended lifecycle not only amortizes the higher initial cost but also ensures that the equipment remains within strict environmental compliance thresholds, avoiding LDAR penalties and the costs associated with unplanned maintenance outages.
How to Specify, Install, and Maintain Bellows Seals
The theoretical advantages of metal bellows seals are only realized through strict adherence to rigorous specification, installation, and procurement protocols. Precision engineering is easily negated by improper handling or misaligned equipment. Industry standards dictate that rotating equipment must maintain strict mechanical tolerances; for instance, API 682 Category 2 and 3 requirements stipulate that shaft deflection at the seal face must not exceed 0.05 mm under dynamic load.
Establishing a standardized approach to specifying and installing these seals ensures that the emissions containment capabilities of the bellows technology are fully actualized in the field.
How to specify seals for the application
Specification protocols must align with recognized industry standards, primarily API 682, where metal bellows are typically classified under Type B (rotating bellows) or Type C (stationary bellows) configurations. Engineers must define the exact fluid properties, vapor pressure margins, and thermal transients the seal will experience.
Equally important is the specification of the auxiliary flush plan. Utilizing API piping plans—such as Plan 11 for seal chamber flushing, or Plan 52/53A for dual seal barrier fluid systems—is critical for managing the thermal environment around the seal faces. In zero-emissions applications involving highly toxic HAPs, specifying a dual pressurized bellows seal (Plan 53A) guarantees that any potential leakage across the primary faces consists of inert barrier fluid rather than hazardous process media.
How installation and commissioning affect performance
Cartridge seal configurations have largely standardized the installation process, mitigating the risks associated with component-level assembly. Cartridge bellows seals are pre-assembled and pre-set at the factory, ensuring that the bellows core is compressed to its exact operating length—typically requiring 3 to 5 mm of operational compression to generate the correct face closing force.
During commissioning, operators must verify equipment alignment, ensuring angular and parallel runout are within strict tolerances. Premature removal of the setting clips before the cartridge is fully secured to the pump casing can alter the spring compression, leading to immediate face leakage or rapid fatigue failure of the metal convolutions upon startup.
How to evaluate suppliers and procurement criteria
Procuring highly engineered dynamic seals requires rigorous vendor qualification. Evaluators must scrutinize the manufacturer’s quality control processes, particularly regarding weld integrity. Leading suppliers utilize automated micro-plasma or laser welding techniques and validate every bellows core using helium mass spectrometry, typically testing for leak rates down to $1 \times 10^{-8}$ atm cc/sec.
Procurement criteria must also mandate comprehensive material traceability. Suppliers should provide EN 10204 3.1 material certificates for all wetted metallurgical components to verify alloy composition. Assessing a vendor’s capability to perform dynamic simulation and provide localized engineering support is equally critical for long-term reliability and emissions compliance.
When Bellows Seals Deliver the Best Return
Deploying metal bellows seals across an entire facility is rarely economically viable due to the premium cost of the technology. Strategic deployment requires mapping the operational capabilities of the seal against the specific reliability and compliance pain points of the plant. Economic justification hinges on a holistic view of asset lifecycle management, where the cost of downtime routinely exceeds $10,000 per hour in continuous process facilities like petroleum refineries and chemical synthesis plants.
By focusing on critical, high-risk assets, reliability
Key Takeaways
- The most important conclusions and rationale for Metal Bellows Seals
- Specs, compliance, and risk checks worth validating before you commit
- Practical next steps and caveats readers can apply immediately
Frequently Asked Questions
How do metal bellows seals reduce industrial emissions?
They remove the dynamic O-ring leakage path found in pusher seals. The bellows acts as both spring and secondary seal, helping pumps contain VOCs and hazardous fluids more effectively.
When should I choose a metal bellows seal instead of an elastomer bellow seal?
Choose metal bellows for high temperatures, thermal cycling, aggressive chemicals, or fluids that can harden elastomers. They are practical for stricter low-emission pump duties.
Which industries benefit most from metal bellows seals?
Chemical, petrochemical, oil and gas, power, mining, marine, and water plants benefit most, especially where pumps handle hot, volatile, or hazardous media and emission compliance matters.
Can Victor Seals supply metal bellows seals for OEM pump replacement?
Yes. Victor Seals provides metal bellows and other mechanical seals for OEM-compatible replacement and maintenance, including support for brands like Grundfos, IMO, Flygt, Alfa Laval, and Allweiler.
What maintenance practices help metal bellows seals stay low-emission?
Check seal face condition, shaft runout, flush plans, and operating temperature. Use correct installation dimensions and replace worn sleeves or mating rings promptly to avoid fugitive leakage.
Post time: Jun-05-2026